
氨制冷系统安装时,氨制冷系统安装的重要性及概述
氨制冷系统安装的重要性及概述
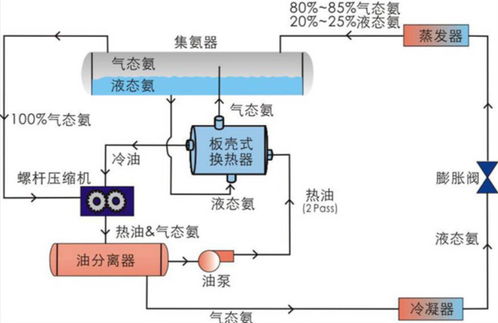
氨制冷系统作为一种高效、环保的制冷方式,广泛应用于食品加工、医药、化工等行业。氨制冷系统的安装质量直接影响到制冷效果、设备寿命以及安全性。因此,了解氨制冷系统安装的重要性及概述,对于从事相关行业的人员来说至关重要。
氨制冷系统安装前的准备工作

在进行氨制冷系统安装前,必须做好以下准备工作:
了解氨制冷系统的设计参数,包括制冷量、制冷剂流量、压缩机型号等。
熟悉氨制冷系统的设备清单,包括压缩机、冷凝器、蒸发器、膨胀阀、储液器等。
检查安装现场,确保符合氨制冷系统安装的要求,如场地平整、排水畅通、电源充足等。
准备安装所需的工具和材料,如扳手、螺丝刀、焊机、切割机、保温材料等。
氨制冷系统主机安装
主机安装是氨制冷系统安装的关键环节,以下为主机安装的注意事项:
机组起吊时,严禁使用压缩机或电机的吊环螺栓,只能使用机组机架上预留的起吊孔。
压缩机的纵向和横向安装水平偏差不大于1/1000。
电机与压缩机同轴度的调整:活塞机0.12mm,螺杆机0.04mm。
自锁螺母装配时应涂少量中性冷冻机油,并注意自锁螺母的使用次数限制,及时更换。
氨制冷系统附属设备及管路连接
附属设备及管路连接是氨制冷系统安装的重要环节,以下为相关注意事项:
管道内部的氧化皮等应彻底清理。
机组吸排气管与其他设备不可强制连接,以免造成连接件的变形与电机中心的偏移。
高压管穿过墙壁处,应加保护套,其间宜留有10mm的间隙;低压管在管道与支架之间应衬垫木。
在液体管上接支管,应从主管的底部或侧部接出;在气体管道上接支管,应从主管的上部或侧部接出。
吸、排气管道敷设时,其管外壁之间的间距应大于200mm;在同一支架敷设时,吸气管宜装在排气管的下方。
氨制冷系统安装注意事项

在氨制冷系统安装过程中,还需注意以下事项:
氨制冷系统采用无缝钢管,不能用铜管或其他管材代替,内壁不得镀锌。
氟利昂系统可用铜管或无缝钢管,内壁不得镀锌。
冷却水、冷媒水管道可用镀锌焊接钢管。
管道弯管可分为冷弯和热弯两种。
蒸发排管180°弯头不可以使用两个90°压制弯头焊接替代。
氨制冷系统安装后的调试与验收

氨制冷系统安装完成后,需进行调试与验收,以下为相关注意事项:
检查制冷剂充注量是否正确。
检查系统压力、温度等参数是否正常。
检查设备运行是否平稳、噪音是否在允许范围内。
检查系统密封性,确保无泄漏。
验收合格后,方可投入使用。
通过以上内容,相信大家对氨制冷系统安装有了更深入的了解。在实际操作过程中,务必严格按照规范进行安装,确保制冷系统的安全、稳定运行。